

各种阀门常见故障原因与检修技术要点
资料整理:成都华标企管
摘要:本文介绍了各种阀门常见故障判断的方法和检修技术要点,值得参考。

一、各种阀门常见故障判断和原因
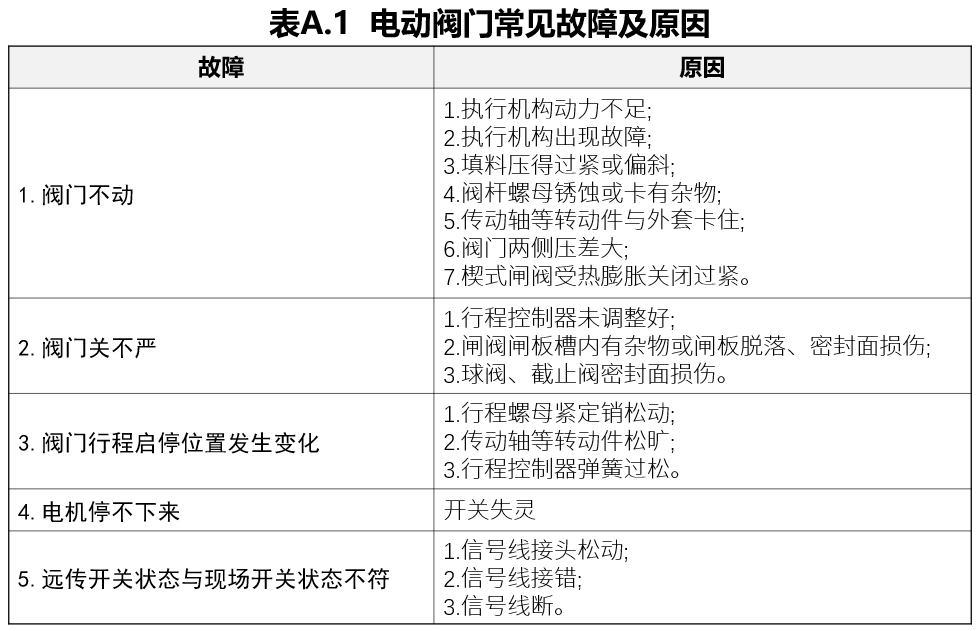
a)电动阀门常见故障及原因分析参见附录A。
b)液动阀门常见故障及原因分析参见附录B
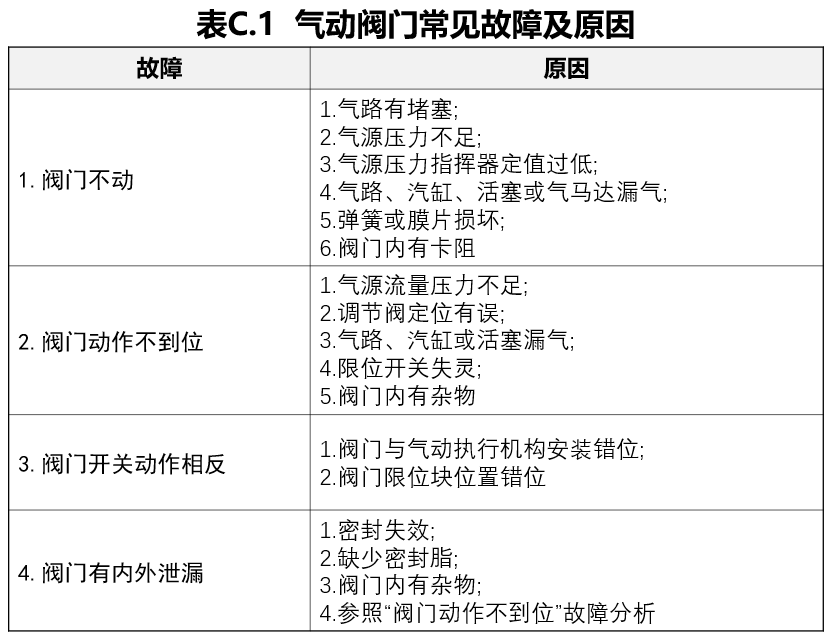
c)气动阀门常见故障及原因分析参见附录C。
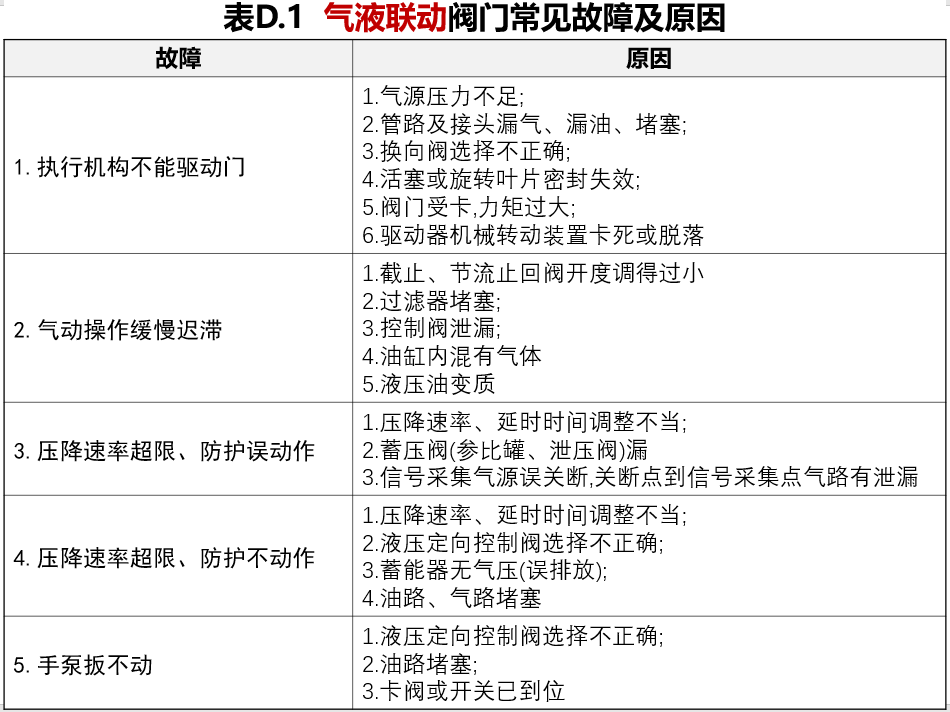
d)气液联动阀门常见故障及原因分析参见附录D

二、检修内容
(一)执行机构的检修
1.齿轮和蜗轮传动机构的检修
1)蝶阀、球阀的开关角度为90°,反映在蜗轮上转动角度为90°~180°。蜗轮往往有1/4~2/4部位磨损大些,可调换蜗轮位置90°~180°,让未磨损的蜗轮齿与蜗杆啮合,如果具备换位修理的条件,应换位修理。
2)齿轮或蜗轮磨损严重或齿牙断裂影响运行,应更换整个齿轮或蜗轮。
2.气动或液动执行机构的检修
缸体发生磨损,缸体内表面出现圆柱度超差以及擦伤、划痕、拉缸、结瘤等缺陷,严重影响活塞与缸体内表面的密封,应进行修复或更换。
3.电动执行机构的检修
1)执行机构渗油、脂,应更换“O”型圈等密封元件。
2)更换损坏的电路板等元件。
(二)阀体和全部阀件
更换或添加填料,更换密封预紧所用的弹簧、橡胶、“O”型圈等。
1. 对冲蚀严重的阀件,应进行必要的修复。
2. 弹性密封件(软密封)应更换,重新加工组装。所对应的密封件(闸板、球面、阌芯)应清洗、配对研磨
3. 非弹性密封(硬密封)阀门的密封组件应进行配对研磨。
4. 清洗或更换轴承。
5. 检修中法兰、端法兰密封面。
三、检修的注意事项
1. 执行锁定管理。检修阀门应挂牌,标明检修编号、工作压力、工作温度及介质。
2. 拆卸、组装应按工艺程序,使用专门的工装、工具,严禁强行拆装。
3. 拆卸的阀件应单独堆放,有方向和位置要求的应核对或打上标记。
4. 全部阀件进行清洗和除垢。
5. 工作温度高于250℃的螺栓及垫片应涂防咬合剂。
6. 螺栓安装整齐。拧紧中法兰螺栓时,闸阀、截止阀应在开启状态进行。
7. 阀门离线修理时,应保持全开状态。
8. 阀门离线检修,除检査和维修时,应封闭端口盖,保持阀腔清洁,阀杆部位宜朝上或平放。
四、检修质量标准
(一)阀门的外形
1. 阀门铭牌完整。
2. 阀体应无裂纹和气孔等缺陷。
3. 阀体加工面应无夹层、重皮、裂纹、斑疤等缺陷。
4. 阀件的焊缝应无裂纹、夹渣、气孔、咬肉等缺陷。
5. 阀门螺栓无松动,紧固后螺栓露出螺母2扣4扣
6. 传动系统零件齐全好用。
7. 执行机构与阀体安装无偏斜
8. 阀门外防腐涂层应均匀、无脱落。
9. 端面法兰应清洁无腐蚀、无划痕。
(二)密封面
1. 密封面用显示剂检查接触面印痕
1)闸阀、截止阀和止回阀的印痕线应连续,宽度不小于1mm,印痕均匀。闸阀阀板在密封面上印痕线的极限位置距外圆不小于3mm(含印痕线宽度)
2)球阀的印痕面应连续,宽度不小于阀体密封环外径,印痕均匀。
2.修研后密封面的粗糙度不低于Ra1.6。
(三)阀体、阀盖及垫片
1.阀座与阀体连接应牢固、严密、无渗漏。
2.阀板与导轨配合适度,在任意位置均无卡阻、脱轨。
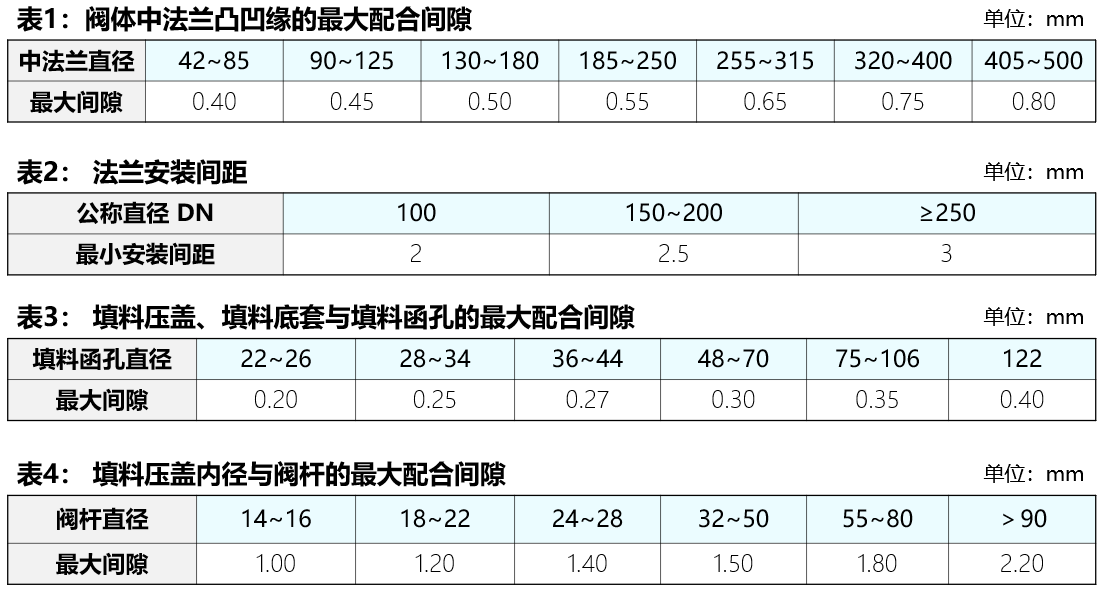
3.阀体中法兰凸凹缘的最大配合间隙应符合表1的要求
4.钢圈垫与密封槽接触面应着色检査,印痕线应连续。
5.法兰应平行,安装间距应符合表2的要求。
6.有力矩拧紧要求的螺栓,应按规定的力矩拧紧,误差不应大于±5%。
7.填料压盖、填料底套与填料函孔的最大配合间隙应符合表3的要求。
8.填料压盖内径与阀杆的最大配合间隙应符合表4的要求
9.填料压盖无损坏、变形。
(四)启闭件
1. 阀杆与启闭件的连接应牢靠。
2. 在阀门关闭时,阀杆下端部与阀板的连接部位应保证阀板与阀体对中
(五)阀杆
1.阀杆表面应无凹坑、刮痕和轴向沟纹,表面粗糙度为Ra1.6。
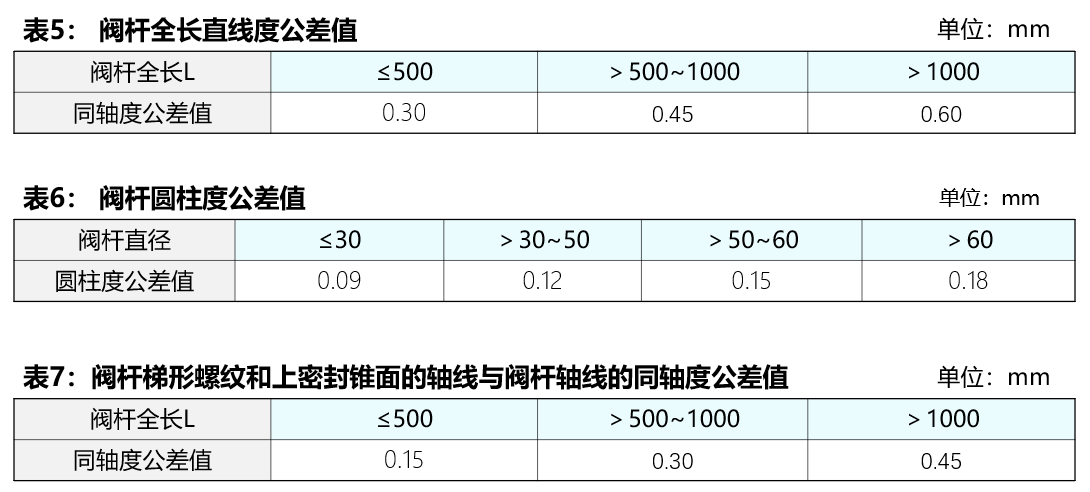
2.阀杆全长直线度公差值应符合表5的要求。
3.阀杆圆柱度公差值应符合表6的要求。
4.阀杆梯形螺纹和上密封锥面的轴线与阀杆轴线的同轴度公差值应符合表7的要求
(六) 阀杆螺母
1.阀杆螺母的外圆与支架孔的最大配合间隙应符合表8的要求。
2.手轮、轴承压盖应紧固。

(七)填料密封
1. 填料端部要切成30°~40°的斜口,注意端部斜口应搭接平整,填料长度应绕阀杆一周。相邻两填料圈的对口错开90°~120°,并逐道压紧。
2. 填料压好后,填料压盖压入填料函不小于2mm,外露部分不小于填料压盖可压人高度的2/3。
3. 填料装好后,阀杄的转动和升降应灵活,无卡阻、无泄漏。
(八)阀门的组装
1.阀座应安装到位,阀板、阀芯、球体与支承件之间连接可靠,键、销尺寸符合要求。
2.指示机构和限位机构应准确定位。
(九)阀门执行机构
1.气动、液动执行机构的缸体、阀门、泵、管路和控制器等组件的检修均应符合技术要求。
2.电动装置的检修标准应符合JB/T 8528《普通型阀门电动装置技术条件》的要求。机械传动部分的检修标准应符合GB/T 12224《钢制阀门 一般要求》的要求。
五、试验与验收
(一)一般要求
1.密封试验时,密封面不得涂润滑脂,但允许涂一层黏度不大于煤油的防护剂。
2.奥氏体不锈钢阀门以水为试验介质,其氯离子含量不得超过25×10-6,碳素钢阀门水温不低于5℃,其他低合金钢不低于15℃。
3.用气压试验代替水压试验时,应经有关部门批准,并采取相应的安全防护措施。
4.压力试验完毕后,及时排除阀腔内的积液
5.进口阀门的检验和试压参照 API Std 598有关部分执行。
(二)一般阀门的压力试验
1.试验介质:
a)阌体强度试验和高压密封试验,用水、煤油或黏度不高于水的非腐蚀性液体。
b)低压密封试验,用空气或惰性气体。
2.试验压力:
a)阀体强度试验压力为公称压力的1.5倍
b)高压密封试验压力为公称压力的1.1倍。
c)低压密封试验压力为0.6MPa
d)止回阀的密封试验压力为公称压力。
3.试验的持续时间与允许最大泄漏量:
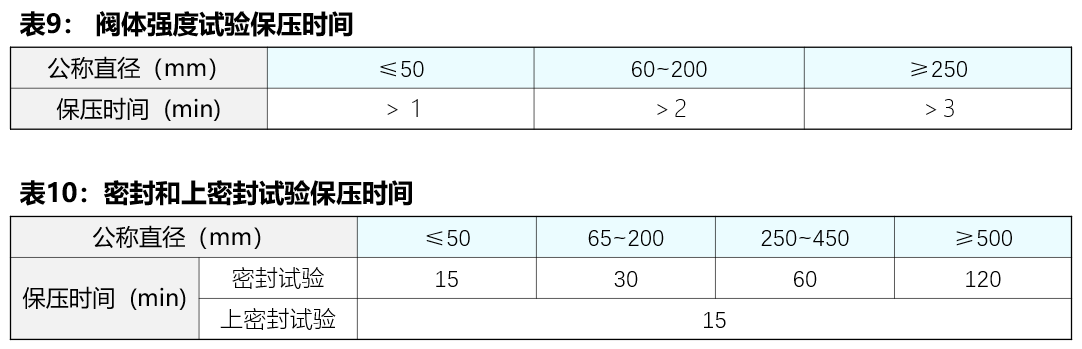
a)阀体强度试验保压时间应符合表9的要求,阀体(包括填料函和中法兰处)不得有渗漏或结
构损伤。
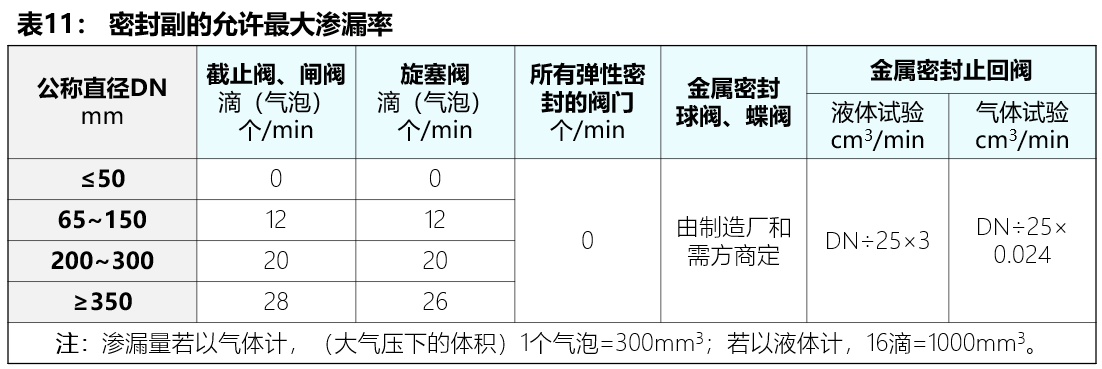
b)密封试验保压时间应符合表10的要求,密封副的允许最大渗漏率应符合表11的要求。
(三)验收
1.阀门连续运行一周,各项性能指标达到技术要求。
2.检修单位应向使用单位提交阀门检修记录及试验报告,验收报告由双方签字、存档,办理阀门相关移交手续。
【关联文章】: 《各种阀门操作、维护、检查要点 》
► 如果本文对您有帮助,请分享给您的朋友!
【提示】:
1.不断更新的好资料和答疑集锦在 www.hb-qg.com “找资料”栏目公布。
2.QQ群:群友2000人,专业高质、答疑解惑、互动交流,Q群名:中国设备管理, Q群号: 283752911
主要交流:设备管理体系标准、ISO55001资产管理、设备完整性管理、6S管理、目视管理、安全管理、企业管理等,纯广告者禁入!
3.加"中国设备管理" Q群,总有一个人知道你问题的答案!
4.优秀留言有机会录入“找资料”栏目答疑集锦,并欢迎大家来稿分享
