

金属软管失效模式及失效原因分析
杜健,李廷夫,李晓旭,张玉杰,王健,张立佳,周国运
(国家仪器仪表元器件质量监督检验中心,辽宁沈阳)

摘要:文中根据金属软管的结特点,通过对金属软管中的波纹管、金属编织网套和接头常见失效模式的介绍及失效原因的分析,阐明了金属软管在设计与选材、成型、焊接、热处理、安装、密封、运输、使用环境、内部介质等方面的失效原因,有助于科技人员根据失效模式的表象分析出具体的失效原因。
关键词:金属软管;失效模式;失效原因;波纹管;网套;接头
0引言
金属软管是现代工业管路中广泛采用的一种柔性连接管道,具有质量轻、体积小、耐腐蚀、耐高低温等特点。随着现代化工业的发展,各个行业对金属软管的需求量不断增大,伴随而来的是金属软管在使用过程中发生的失效事故也在日益增多,造成了人身、财产、环境、经济等损失。研究金属软管的失效模式并探究失效原因将有助于提高生产企业及使用单位的安全使用意识,有助于金属软管制造企业的技术创新及可靠性研究,有助于金属软管行业的快速健康发展。
1金属软管失效模式
1.1波纹管失效模式
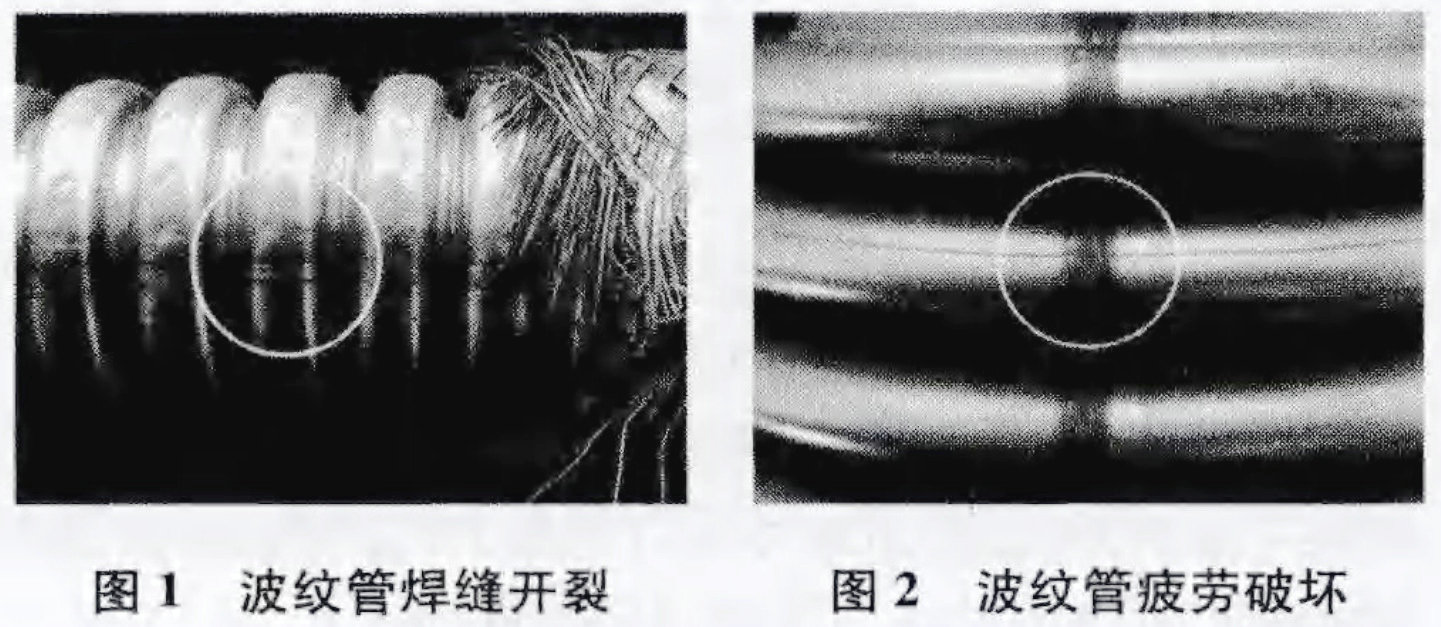
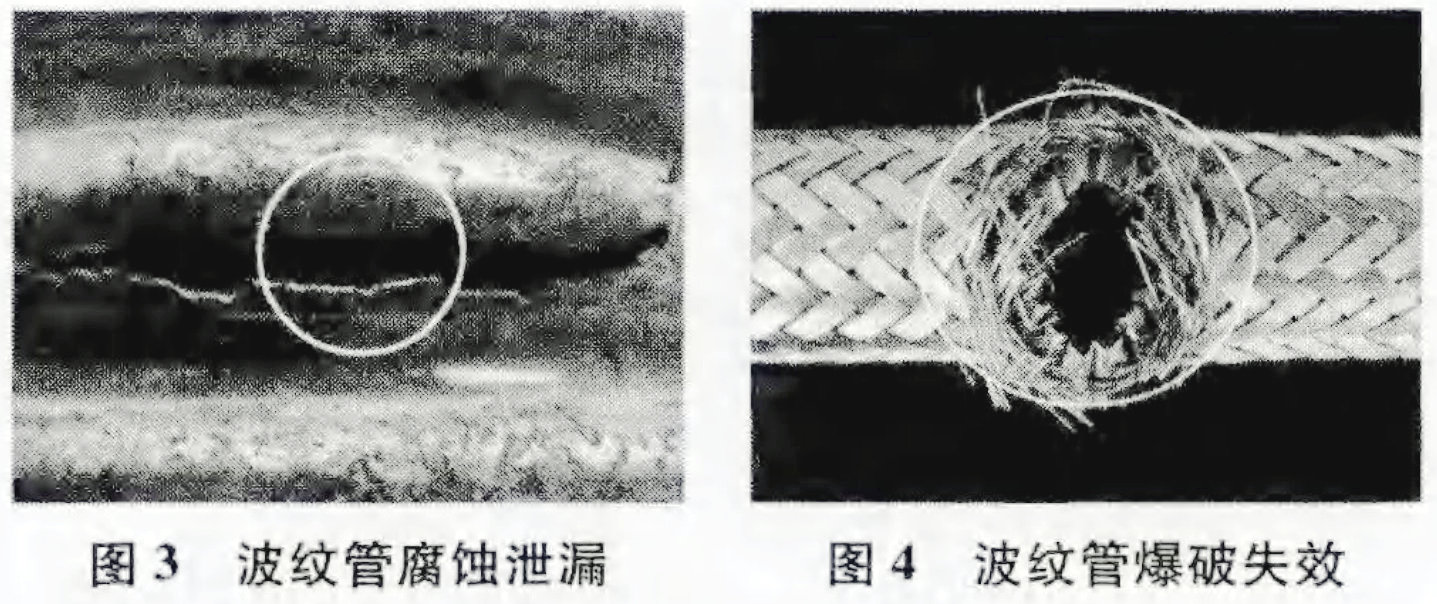
金属软管主要由波纹管、金属编织网套和接头3部分组成。波纹管是金属软管的本体,起着挠性的作用。常见的失效模式有焊缝开裂、疲劳破坏、腐蚀泄漏爆破失效等形式,见图1~图4。
1.2网套失效模式
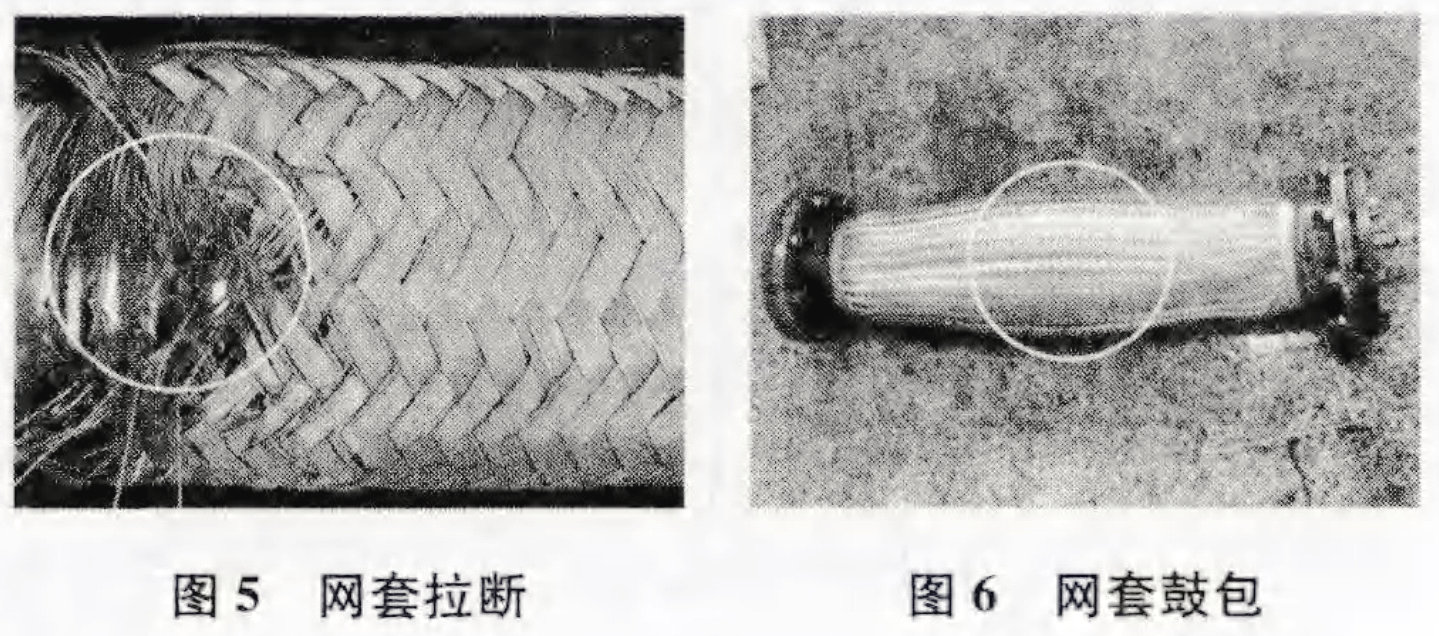
网套是由相互交又的若干股金属丝或若干条金属带按一定顺序编织而成的,起着加强和屏蔽的作用。常见的失效模式有钢丝、钢带、丝带的拉断及网套鼓包等形式,见图5、图6。
1.3接头失效模式
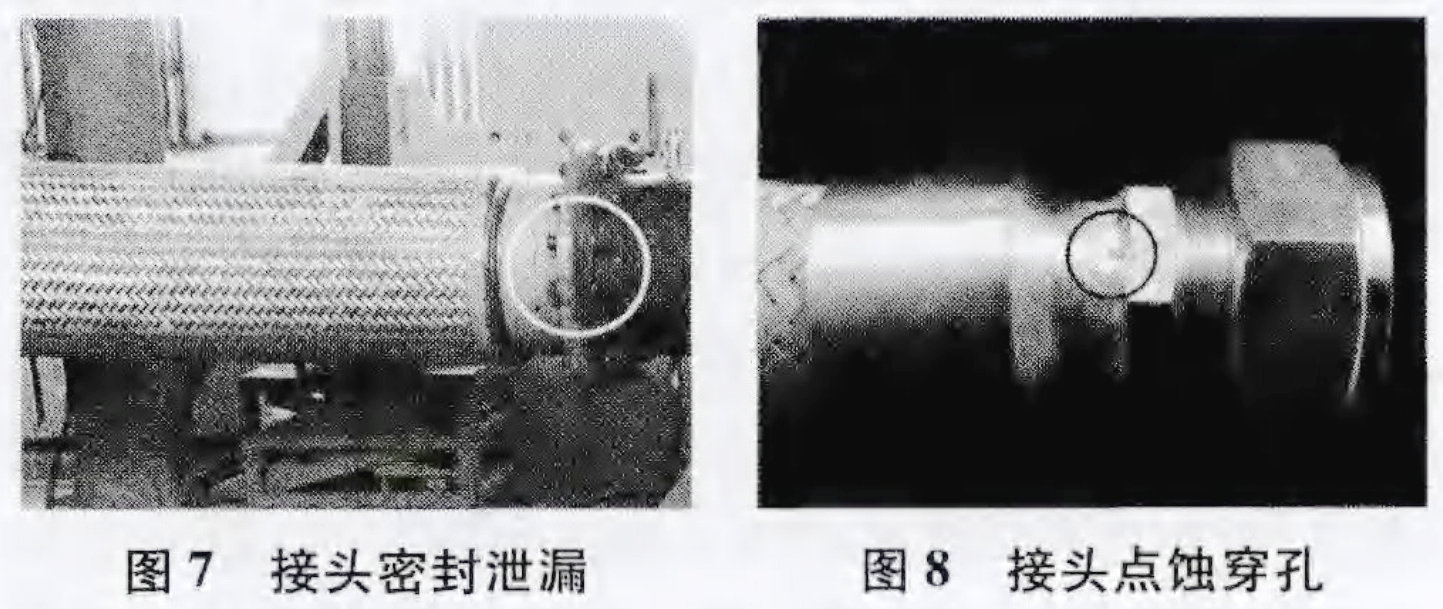
接头的作用是将网套与波纹管联接为一体,同时,接头又是金属软管与金属软管或其他管件、设备相联接的部件。它保证介质在管路系统中正常工作。常见的失效模式有密封泄漏、点蚀穿孔等形式,见图7、图8。
2金属软管失效原因
2.1波纹管失效原
2.1.1波纹管焊缝开裂
2.1.1.1焊接质量问题导致焊缝开裂
金属软管中的柔性波纹管段,大多采用纵缝焊管。由于纵缝焊本身质量问题使波纹管焊缝处产生虛焊、过烧、气孔、枝晶疏松等缺陷,使波纹管壁的有效面积减小,强度显著下降,导致焊缝开裂破坏。
2.1.1.2异种钢焊接不当导致焊缝开裂
金属软管的接头连接工艺,通常为焊接式。当接头与网套、波纹管焊接时,例如焊缝是由珠光体和奥氏体两种不同类型钢的母材和填充材料混合而成,由于熔人焊缝,合金成分被冲淡,奥氏体形成的元素含量降低,焊缝会出现脆硬的马氏体组织,从而使金属软管在使用过程中,焊缝脆性增大,产生裂纹,促使其抗疲劳破坏能力下降。而在出厂检验时,又不易发现,当它受到交变内应力作用时,会加速其疲劳破坏,常在接头附近导致焊缝开裂。
2.1.1.3焊接材料问题导致焊缝腐蚀
除焊接质量外,焊接材料选择不当也可导致焊缝腐蚀失效。在现场的腐蚀性环境中没有考虑到软管的法兰、接头等材料的影响,如均选用碳钢材料且与软管等不锈钢零件焊接,形成典型小面积的阳极性零件和大面积的阴极性零件接触的不利环境,形成电偶腐蚀的条件,加剧了焊缝及周围的腐蚀,致使焊缝部位在很短时间内腐蚀,出现缝隙,导致波纹管泄漏。
2.1.2波纹管疲劳破坏
2.1.2.1机械加工造成微裂纹
在金属软管的制造过程中,材料在成型轧波加工过程中由于受力不均匀,易在波峰内表面产生具有规律性的微裂纹。在焊接和成型工艺过程中,微裂纹起裂于软管内表面,在随后的总成试验及使用过程中,微裂纹产生疲劳扩展,最终导致金属软管失效。
2.1.2.2热处理不完全
热处理不完全,将影响产品质量,降低金属材料的切削性能和加工精度,降低金属材料的断裂韧性,导致金属材料的开裂。例如:奥氏体不锈钢的固溶处理温度约为1080℃,若固溶处理不完全,碳化物未能充分固溶,材料本身有碳化物析出,则会降低材料的耐蚀性和韧性,导致金属软管提早发生疲劳失效。
2.1.2.3金属软管公称长度选择不合理
在实际应用中发现,金属软管的长度取得过长,不仅会增加不必要的投资,而且会增加流动阻力,并引起附加振动。而长度过短,会使软管经常处在拉伸状态,不能保证软管在自然弯曲状态下工作。例如实际安装长度为100mm,但选择了800mm的金属软管,下偏差为200mm,软管偏短,产生过渡弯曲,导致软管疲劳损坏。
2.1.2.4水击现象
有压金属软管管道中,输送水和蒸汽时,使得流动不均匀,造成管道受力不均,产生管道振动,即发生水击。当水击发生时,会对管道与其相连设备产生危害,特别对管道的弯曲段,受到的冲击力相当强烈,而金属软管本身比较薄弱,弯道较多,很容易使金属软管疲劳失效加速,导致泄漏[2]。
2.1.2.5共振现象
当金属软管内的介质压力脉动频率与金属软管的固有频率重合时,会发生共振现象,缩短软管的使用寿命,导致软管疲劳破坏。
2.1.3波纹管腐蚀泄漏
2.1.3.1材质选用错误导致腐蚀泄漏
对于不锈钢材料,Cr、Mo、Ni等元素能使其具有良好抗点腐蚀性能。钢中的含碳量降低,抗点蚀性能提高。当Cr、Mo、Ni的含量较正常值偏低,而含碳量明显高于正常要求值,材质的选用错误将促使腐蚀泄漏的发生[3]。
对于不锈钢材料,Cr、Mo、Ni等元素能使其具有良好抗点腐蚀性能。钢中的含碳量降低,抗点蚀性能提高。当Cr、Mo、Ni的含量较正常值偏低,而含碳量明显高于正常要求值,材质的选用错误将促使腐蚀泄漏的发生[3]。
2.1.3.2酸洗工序导致腐蚀泄漏
通常用酸洗法清除焊缝及热影响区产生的薄氧化层,但酸洗的时间和温度较难控制。在一定的温度下,酸洗时间过长,将造成波纹管的过度腐蚀,表面发暗无光,严重的会变成铁灰色;酸洗温度过高,表面粗糙,呈现暗灰色,甚至在焊缝热影响区出现腐蚀带。
以上因素均可造成腐蚀穿孔。
2.1.3.3管道中腐蚀性介质及特殊离子导致波纹管点蚀穿孔泄漏
由于目前金属软管的材质大多为奥氏体型不锈钢,这些不锈钢中含有较多的非金属夹杂物(如硅酸盐、氧化物、氮化钛等)。当管路中通过腐蚀性介质及特殊的活性阴离子时(如氯离子和硫离子),就会在焊缝熔合线边缘破坏不锈钢钝化膜的薄弱点,形成腐蚀性穿透微孔,造成不锈钢点腐蚀,导致泄漏发生[4]。
2.1.3.4环境氧化腐蚀导致波纹管开裂
波纹管外表面区域受到环境介质的腐蚀,如在含有氧化物的烟尘覆盖下,外表面易发生氧化,点蚀坑产生于氧化层被割裂部位,氧化膜或点蚀坑的存在会使管线的阈值应力下降,当受到运行压力引起的内压时,可促进点腐蚀部位裂纹的扩展,导致应力腐蚀开裂。
2.1.3.5机械损伤导致腐蚀泄漏
因金属软管中的波纹管管材很薄,在生产、运输、安装、调试过程中,如受到外来的机械损伤,也可能导致波纹管不锈钢钝化膜破损,当环境存在腐蚀性介质时,将导致腐蚀泄漏发生。
2.1.4波纹管发生爆破
由于设计选型失误,未按照软管设计选型标准选型,导致波纹管的参数及网套参数设定不合理。如DN150的金属软管的设计压力为2.5MPa,实际应用在压力为3.0MPa、环境温度为200℃的环境中,由于网套与波纹管贴合不紧密,管内输送介质的压力及温度过高,导致波纹管发生爆破[5]。
2.2网套失效原因
2.2.1 网套损伤
2.2.1.1过载导致网套断裂
当金属软管内介质的压力升高时,起承压作用钢丝网套所受的应力会增加,若钢丝网套的应力超过钢丝的抗拉强度极限时,钢丝将会发生断裂现象[6] 。
2.2.1.2安装不当,造成网套拉断
安装不规范,对软管施加额外应力,如强行拉伸、压缩、弯曲、扭转、摩擦、冲撞均会对金属软管施加附加应力,当附加应力超出软管钢丝网套的极限强度时,会使软管三位一体焊接部位的网套或其他部位的网套拉断。
2.2.1.3虚焊造成网套拉脱
由于焊接质量的原因,在焊接过程中形成的网套与法兰焊接的热影响区,使波纹管、环和钢丝网套在三位一体焊接过程中造成部份钢丝的虚焊、过烧或未焊上。软管装入管路后,由于钢丝受力不均,在介质压力作用下,虚焊处钢丝先拉脱,进而导致整个钢丝网套拉脱,发生危险。
2.2.1.4腐蚀导致网套崩裂
当环境中存在腐蚀性介质时,网套出现锈蚀,随着腐蚀的进一步加剧,绝大多数钢丝外径腐蚀严重,当钢丝腐蚀后的剩余部分承受不住高压介质产生的压力时,钢丝网套就会出现突然崩裂。
2.2.2 网套鼓包
2.2.2.1弯曲半径过小
在实际安装过程中,由于软管的安装空间有限,当选用软管的长度与安装空间尺寸不匹配,例如公称尺寸为DN150,试件的刚性段长度为100mm,纵向偏移量为250mm,安装最小弯曲半径为1800mm,其理论计算最小试件长度为7525mm,但实际长度为10000mm,大于理论计算长度过多时,因空间有限,会导致软管部分区间过度弯曲,进而导致外层承压部件网套变形,出现鼓包。
2.2.2.2网套过松
金属软管在工作状态下,其介质引起的内压力中的横向负荷主要由波纹管承受,外覆的网套主要承受纵向负荷。由于网套多由机器编织,当网套编织过松,不能起到承受纵向负荷的压力时,将导致网套鼓包现象的发生。
2.2.2.3编织角过大
如果编网过程中编织角过大,会造成网套覆盖率偏大,网套疏松,网套与波纹管贴合不紧密,当波纹管发生变形时容易产生鼓包。
2.3接头失效原因
2.3.1 密封失效
2.3.1.1 接头外连接部分的刚度不足导致密封失效
接头外连接部分的刚度不足,可产生疲劳形变,导致密封接触面应力下降,造成泄漏。
接头外连接部分的刚度不足,可产生疲劳形变,导致密封接触面应力下降,造成泄漏。
2.3.1.2接头密封圈问题导致密封失效
由于接头密封圈或密封垫受应力、介质、温度等因素影响,出现损坏、老化、变质等情况,导致密封性能降低,引起泄漏。
由于接头密封圈或密封垫受应力、介质、温度等因素影响,出现损坏、老化、变质等情况,导致密封性能降低,引起泄漏。
2.3.1.3接头密封螺栓扭紧力矩不均匀导致密封失效
在金属软管的安装过程中,由于操作不规范,密封螺栓扭紧力矩不均匀,导致密封垫受力不均。当内部介质压力升高时,造成扭紧力矩薄弱区域的密封垫哧出,引起泄漏。
在金属软管的安装过程中,由于操作不规范,密封螺栓扭紧力矩不均匀,导致密封垫受力不均。当内部介质压力升高时,造成扭紧力矩薄弱区域的密封垫哧出,引起泄漏。
2.3.2点蚀穿孔导致泄漏失效
与波纹管点蚀穿孔失效机理相同,金属软管接头材质通常为不锈钢,不锈钢中夹杂物有时呈链状分布状态,当受到焊接的热影响或腐蚀性介质及特殊活性阴离子等作用时,形成穿透微孔,使软管内介质泄漏。
3结束语
通过以上对金属软管的失效模式及失效原因的分析可知,在金属软管的设计与选材、成型、焊接、热处理、安装、密封、运输、使用环境、内部介质等环节均存在失效的可能。加强以上环节的监督与控制,并实施金属软管的质量与技术验证试验,能够有效减少金属软管在使用中的失效情况。
参考文献:
[1]杨树景.金属软管开裂分析及预防.大氮肥,2012(3):188—192.
[2] 王东升.桨叶式干燥机金属软管失效原因分析及改进.化工机械,2013(5):682—688.
[3]赵光辉,李文军,张辉,等.连续重整装置加热炉辅助火嘴金属软管腐蚀泄漏失效.中国特种设备安全,2014(1):59—60.
[4] 张涛.埕岛油田海上井组平台金属软管适应性分析研究.科技致富向导,201 1(8):331.
[5] 郭兆海.薄壁不锈钢金属软管失效形式分析.管道技术与设备,1996(2):5-6.
[6] 齐艳丽,袁夕君,张金平,等.核电厂设备冷却水系统金属软管使用中存在的问题及对策研究.机械,2012(9):73—77
► 如果本文对您有帮助,请分享给您的朋友!
【提示】:
1.不断更新的好资料和答疑集锦在 www.hb-qg.com “找资料”栏目公布。
2.QQ群:2300+人群,专业高质、答疑解惑、互动交流,Q群名:中国设备管理, Q群号: 283752911
主要交流:设备管理体系标准、ISO55001资产管理、设备完整性管理、6S管理、目视管理、安全管理、企业管理等,纯广告者禁入!
3.加"中国设备管理" Q群,总有一个人知道你问题的答案!
4.优秀留言有机会录入“找资料”栏目答疑集锦,并欢迎大家来稿分享
