

设备管理体系PMS润滑管理之 液压系统点检与维护实用方法
资料整理:成都华标企管
做好液压设备的检查维护是保证液压设备正常运转的关键,即使是一台很好的液压设备,如果不注意检查维护,就会发生故障而影响生产。良好的维护还能使设备处于良好的性能状态,并延长使用寿命。

1.液压设备的检查
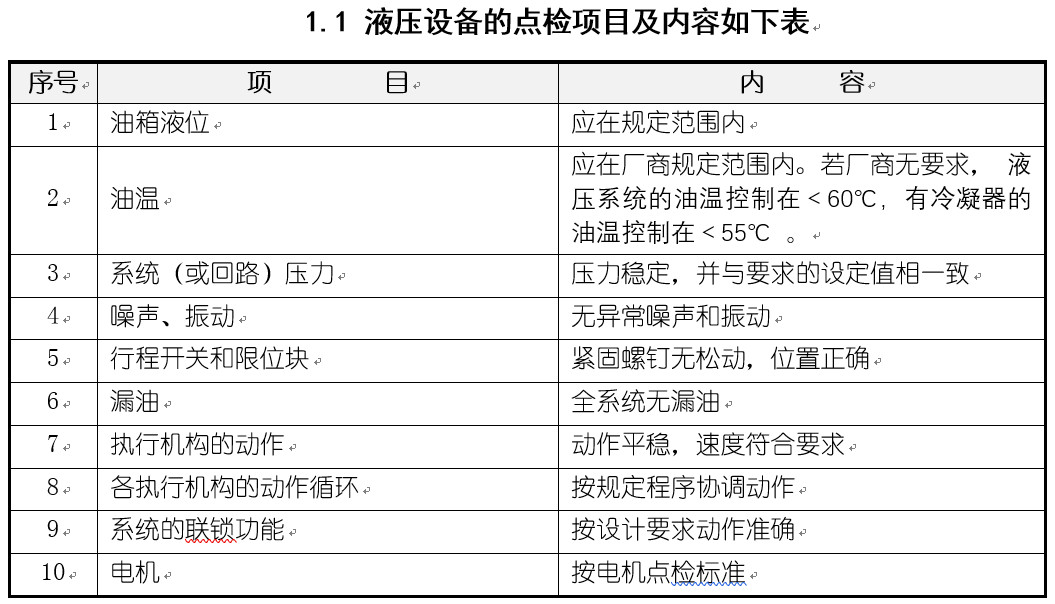
1.1 液压设备的点检
点检是设备维修的基础,通过点检可以把液压系统中存在的问题排除在萌芽状态,还可以为设备维修提供第一手资料。从中可确定修理项目,编制检修计划。点检的主要项目,如:
2.液压系统的维护
2.1 液压介质品质定期检验
在液压设备运行过程中,若油箱密封不良,加油操作不当,油缸活塞杆暴露在周围的环境中,均会引起外界污染物的侵入;液压元件在工作中其运动付的磨损会产生金属磨粒;液压介质在压差作用下流经各种缝隙时,由于节流作用,产生局部高温,引起介质氧化;空气中的水分会通过空气滤清器进入油箱;系统工作时,介质在油箱中搅动造成空气的混入;介质中的各种添加剂在长期循环使用中会逐渐衰减,因此液压工作介质的品质随着运行时间的增长而逐渐劣化,介质的性能不断下降。
液压机械是通过液压介质来传递力和运动完成各种复杂的动作;液压油对机械各个部分也同时起到润滑的作用。液压介质的优劣,直接关系到液压设备的故障发生率及寿命。因此,保持液压油的良好状态是液压设备维护的重要组成部分。必须严格执行油品的周期检验规定,加强液压油的管理。
油品品质检验周期及油品的使用极限标准按设备部颁发的“设备油脂技术管理标准”的有关规定。
2.2 正确进行液压系统的加油操作
液压油虽在较洁净的条件下提炼和混合,但在炼制、灌装、贮存、运输过程中不可避免地会受到各种污染,据有关资料介绍及实测,新油的污染度NAS8-NAS10级左右。使用实践证明新油并不十分干净;主作业线上的液压系统要求的污染度等级大多为NAS4-NAS6级,每当换新油后系统中滤器的工作寿命明显缩短,在正常情况下系统中精密滤芯每4周-6周更换一次,换上新油后初次使用时,滤器仅一周就因污染而报警的情况也有所发生。为此,必须规范液压系统的加油操作。
液压系统加油操作要领如下:
a)液压油的更换必须用泵压出口滤器精度为3μ-5μ的精细滤油车经油箱加油口上的滤网给油箱加油,不得直接把油桶内的油倒入油箱。
b)在正式向油箱加油前,启动滤油车上的油泵,把输出油管接至废油桶,放掉最初流出的油液;放掉的容积根据输出油管洁净程度确定。
c)对应于每一种工作介质,需配置相应的与该介质相适应的专用滤油车,一台滤油车不能混用于各种介质。
d)滤油车在搁置期间应保持吸入管和压出管的清洁。
2.3 液压介质污染度的定期检验
液压介质的污染是导致液压系统故障的主要原因,实际经验表明:“液压系统的故障至少有75%是由液压油的污染造成的”。一个优质的液压元件可能由于液压介质的严重污染而经常发生故障,甚至毁于一旦;由于污染,液压元件的实际使用寿命往往比设计寿命短得多,因此必须进行液压介质污染度的定期检验。为了对液压系统污染度进行分析检验,首先需要从系统内取出一定的样液,然后进行污染的测定。油液取样必需满足两项要求:一是所取样液能代表液压系统油液的污染情况;二是取样过程中样液不受污染。
液压介质的检验周期及油品采样要领参见公司设备部颁发的“设备油脂技术管理标准”的有关规定。
2.4 液压元件污染度的控制
如果液压件内部不干净,更换上机使用时会把元件内的污染物带入系统,因此液压元件的清洁程度对系统运转的可靠性有直接的影响,为此液压备件在更换上机前必须严格控制其内部的污染度。液压元件出厂前或液压备件检修后一般都要经过性能检测试验,经过性能试验后元件的污染度也就是试验台系统的污染度,因而通过控制试验后系统的污染度可以达到控制元件污染度的目的。

2.5 严格控制更换上机的液压备件的质量
液压元件是液压系统的重要组成部分,液压元件的性能直接关系到系统工作的可靠性和稳定性,因此只有经测试,性能合格的液压元件和修复件才允许更换上机。
2.6 正确存放和使用密封圈
2.6.1 橡胶圈容易老化变质,保存时要避免阳光直射、受热、受潮,并做好防尘、防变形,不得接触酸碱类等有损橡胶的物质。保存室的温度在-15~+35℃之间;存期不宜超过一年半;存放时不宜用铁丝或细绳、挂钩等串挂。
2.6.2 密封圈的材质要与工作液体相容,密封圈的工作温度要在密封材料容许的范围内,用过的密封圈不宜再次使用。
2.6.3 密封圈的工作压力要与产品说明书相符,防止因密封圈的强度或硬度不足而损坏。
2.6.4 装配前密封圈表面、零件上的密封表面及安装密封圈的沟槽必须清洗干净,不准粘有脏物;密封圈的唇边和表面不得有任何划伤,零件的密封表面及安装密封圈的沟槽尺寸要准确、表面粗糙度要符合规定、不得划伤或留有加工刀痕;装配时要密封圈或零件表面上涂油脂润滑,以便顺利装配到位,防止划伤。
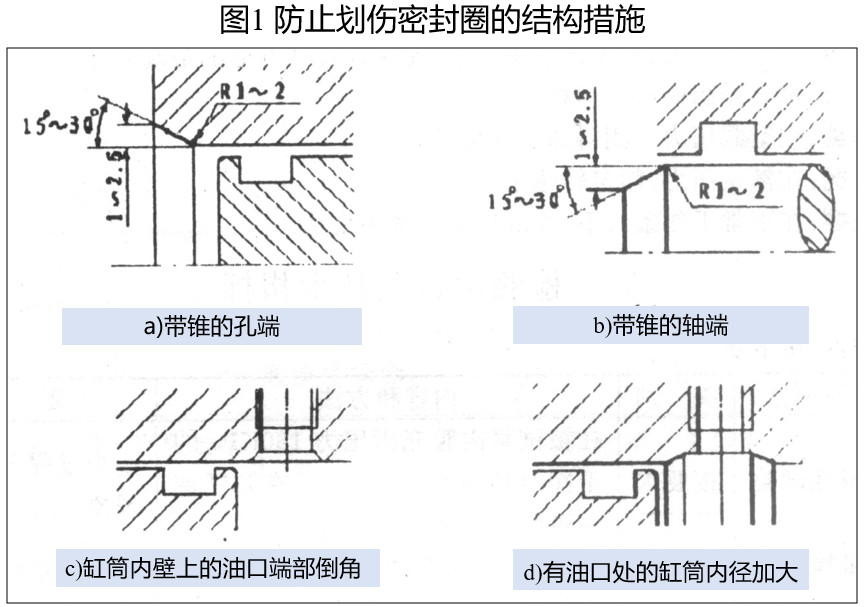
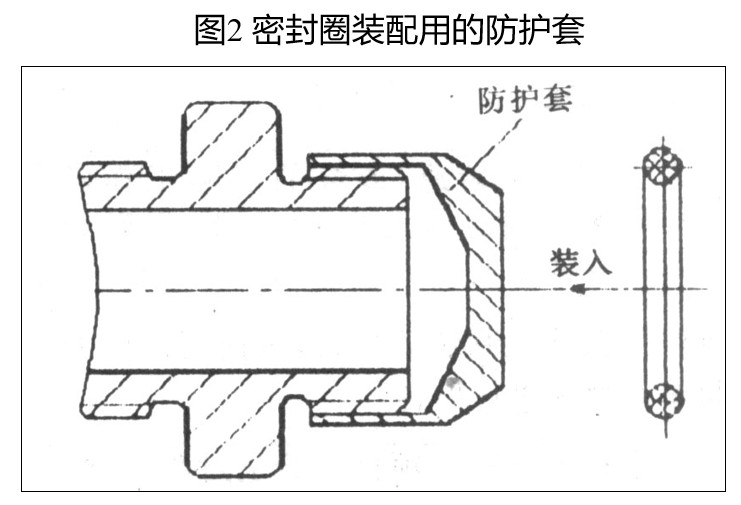
2.6.5 为防止装配时划伤密封圈,在孔和轴的端部要有导引锥;若在缸筒内壁上有进油口时,油口处要倒角或将油口部位的直径加大,且应设有过渡锥(见图1),对带有螺纹或花键的轴头,装配密封圈时要用保护套(见图2)。
【关联好文】:
《液压系统故障诊断的常用方法》
《液压系统过热的危害、原因及消缺措施 》
► 如果本文对您有帮助,请分享给您的朋友!
【提示】:
1.不断更新的好资料和答疑在 www.hb-qg.com “找资料”栏目公布。
2.QQ群:群员优质、互动答疑,2000人群;Q群名:中国设备管理, Q群号: 283752911
主要交流:设备管理体系标准、ISO55001资产管理、设备完整性管理、5S6S管理、目视管理、安全管理、企业管理等,纯广告者禁入!
3.加"中国设备管理" Q群,总有一个人知道你问题的答案!
4.优秀留言有机会录入“找资料”栏目答疑集锦,并欢迎大家来稿分享
