

带压堵漏案例:蒸汽管道泄漏点带压引流焊接堵漏法
资料整理:成都华标企管 蒋良君 资料来源:齐鲁石化氯碱厂防腐车间
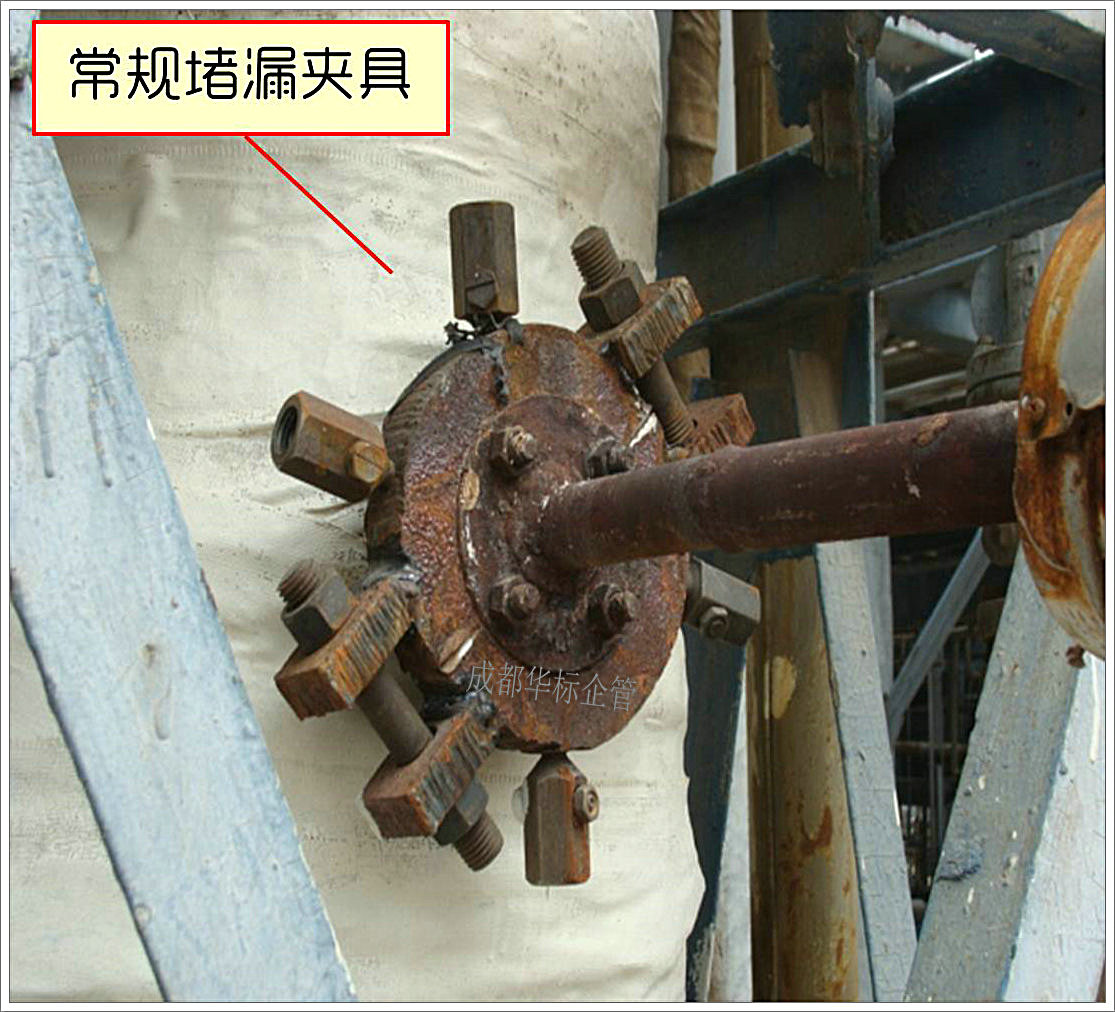
▇【问题描述】
蒸汽管线法兰或弯头漏点的常规堵漏方法是采用夹具注胶,一般用密封胶0.3~1Kg,管径较大的用3Kg,堵漏成本500~2000元,堵漏花费工时大于1天,成本较高。若管道压力、温度变化,会引起密封胶收缩,导致夹具再次泄漏。
改善的着眼点:如何尽快有效解决蒸汽泄漏问题
▇【改善过程】
在压力低于1.0MPa,管道壁厚未明显减薄和环境周围能动火的前提下,根据泄漏蒸汽管线部位的规格,用钢板制作一盒子,盒子上焊引流管和阀门。安装盒子 时,将引流阀打开,将泄漏蒸汽引出,再将盒子与管线相连接的所有缝隙焊严。焊完后,将引流管阀门关死,消除漏点。

▇【改善效果】
引流焊接盒子法消除漏点,可不用注胶,也不需要考虑管线温度、压力波动、密封胶性能等因素造成的二次泄漏,相同工况下缩短一半堵漏工时,成本降低三分之 一,堵漏成功率高。氯碱厂采用此方法堵漏16处,最大规格蒸汽管线达到φ350mm,成功率100%,节省堵漏成本2万元,有良好的推广前景。
► 如果本文对您有帮助,请分享给您的朋友!
【提示】:
1.更多好资料,尽在 www.hb-qg.com “找资料”栏目。
2.国内设备和现场管理相对专业、高质的互动交流Q群,群名:中国设备管理 Q群号: 283752911
